
Inom precisionstillverkning är den vanliga missuppfattningen att "högre densitet = starkare styvhet = högre precision". Granitbasen, med en densitet på 2,6–2,8 g/cm³ (7,86 g/cm³ för gjutjärn), har uppnått en precision som överträffar mikrometer eller till och med nanometer. Bakom detta "kontraintuitiva" fenomen ligger den djupa synergin mellan mineralogi, mekanik och bearbetningstekniker. Följande analyserar dess vetenskapliga principer utifrån fyra huvuddimensioner.
1. Densitet ≠ Styvhet: Materialstrukturens avgörande roll
Granitens "naturliga bikakekristallstruktur"
Granit består av mineralkristaller som kvarts (SiO₂) och fältspat (KAlSi₃O₈), vilka är nära bundna med jon-/kovalenta bindningar och bildar en sammankopplad bikakeliknande struktur. Denna struktur ger den unika egenskaper:

Tryckhållfastheten är jämförbar med gjutjärns och når 100–200 mpa (100–250 mpa för grått gjutjärn), men elasticitetsmodulen är lägre (70–100 gpa jämfört med 160–200 gpa för gjutjärn), vilket innebär att det är mindre sannolikt att det genomgår plastisk deformation under tryck.
Naturlig frigöring av inre spänningar: Granit har åldrats under hundratals miljoner år av geologiska processer, och den inre restspänningen närmar sig noll. När gjutjärn kyls (med en kylningshastighet > 50 ℃/s) genereras inre spänningar så höga som 50-100 mpa, vilka måste elimineras genom artificiell glödgning. Om behandlingen inte är noggrann är den benägen att deformeras under långvarig användning.
2. Gjutjärnets metallstruktur med "fler defekter"
Gjutjärn är en järn-kollegering och den har defekter som flinggrafit, porer och krympporositet inuti.
Grafitfragmenteringsmatris: Flinggrafit motsvarar interna "mikrosprickor", vilket resulterar i en minskning av den faktiska bärytan hos gjutjärn med 30–50 %. Även om tryckhållfastheten är hög är böjhållfastheten låg (endast 1/5–1/10 av tryckhållfastheten) och den är benägen att spricka på grund av lokal spänningskoncentration.
Hög densitet men ojämn massfördelning: Gjutjärn innehåller 2 % till 4 % kol. Under gjutning kan kolelementsegregation orsaka densitetsfluktuationer på ±3 %, medan granit har en mineralfördelningsjämnhet på över 95 %, vilket säkerställer strukturell stabilitet.
För det andra, precisionsfördelen med låg densitet: dubbel dämpning av värme och vibrationer
Den "inneboende fördelen" med termisk deformationskontroll
Värmeutvidgningskoefficienten varierar kraftigt: granit är 0,6–5 × 10⁻⁶/℃, medan gjutjärn är 10–12 × 10⁻⁶/℃. Ta en 10-metersbas som exempel. När temperaturen ändras med 10 ℃:
Granitutvidgning och kontraktion: 0,06-0,5 mm
Gjutjärnsutvidgning och kontraktion: 1-1,2 mm
Denna skillnad gör att granit nästan är "nolldeformerad" i en exakt temperaturkontrollerad miljö (t.ex. ±0,5 ℃ i en halvledarverkstad), medan gjutjärn kräver ett ytterligare termiskt kompensationssystem.
Skillnad i värmeledningsförmåga: Granitens värmeledningsförmåga är 2–3 W/(m²K), vilket bara är 1/20–1/30 av gjutjärnets (50–80 W/(m²K)). Vid uppvärmning av utrustning (t.ex. när motortemperaturen når 60 ℃) är yttemperaturgradienten för graniten mindre än 0,5 ℃/m, medan den för gjutjärn kan nå 5–8 ℃/m, vilket resulterar i ojämn lokal expansion och påverkar styrskenans rakhet.
2. Den "naturliga dämpningseffekten" av vibrationsdämpning
Intern mekanism för energiavledning vid korngränsen: Mikrosprickor och glidning vid korngränsen mellan granitkristaller kan snabbt avleda vibrationsenergin, med ett dämpningsförhållande på 0,3–0,5 (medan det för gjutjärn endast är 0,05–0,1). Experimentet visar att vid en vibration på 100 Hz:
Det tar 0,1 sekunder för granitens amplitud att avklinga till 10 %.
Gjutjärn tar 0,8 sekunder
Denna skillnad gör att granit stabiliseras omedelbart i höghastighetsutrustning (som 2 m/s-skanning av beläggningshuvudet), vilket undviker defekten med "vibrationsmärken".
Den omvända effekten av tröghetsmassa: Låg densitet innebär att massan är mindre i samma volym, och tröghetskraften (F=ma) och rörelsemängden (p=mv) hos den rörliga delen är lägre. Till exempel, när en 10 meter lång granitportalram (som väger 12 ton) accelereras till 1,5 G jämfört med en gjutjärnsram (20 ton), minskas drivkraftsbehovet med 40 %, start-stopp-stöten minskar och positioneringsnoggrannheten förbättras ytterligare.

III. Genombrott inom "densitetsoberoende" precision i bearbetningsteknik
1. Anpassningsförmåga till ultraprecisionsbearbetning
"Kristallnivå"-kontroll av slipning och polering: Även om granitens hårdhet (6-7 på Mohs-skalan) är högre än gjutjärnets (4-5 på Mohs-skalan), är dess mineralstruktur enhetlig och kan avlägsnas atomärt genom diamantslipmedel + magnetoreologisk polering (enkelpoleringstjocklek < 10 nm), och ytjämnheten Ra kan nå 0,02 μm (spegelnivå). På grund av förekomsten av mjuka grafitpartiklar i gjutjärn är dock "furplough-effekten" benägen att uppstå under slipning, och ytjämnheten är svår att vara lägre än Ra 0,8 μm.
Fördelen med "låg spänning" med CNC-bearbetning: Vid bearbetning av granit är skärkraften endast 1/3 av gjutjärns (på grund av dess låga densitet och lilla elasticitetsmodul), vilket möjliggör högre rotationshastigheter (100 000 varv per minut) och matningshastigheter (5000 mm/min), vilket minskar verktygsslitage och förbättrar bearbetningseffektiviteten. Ett visst femaxligt bearbetningsfall visar att bearbetningstiden för granitstyrskenspår är 25 % kortare än för gjutjärn, medan noggrannheten förbättras till ±2 μm.
2. Skillnader i den "kumulativa effekten" av monteringsfel
Kedjereaktionen av minskad komponentvikt: Komponenter som motorer och styrskenor i kombination med lågdensitetsbaser kan samtidigt lättas. Till exempel, när effekten hos en linjärmotor minskas med 30 %, minskar även dess värmeutveckling och vibrationer i motsvarande grad, vilket skapar en positiv cykel av "förbättrad precision - minskad energiförbrukning".
Långvarig precisionshållning: Granits korrosionsbeständighet är 15 gånger högre än gjutjärns (kvarts är resistent mot syra- och alkalierosion). I en halvledarbaserad syradimmamiljö är förändringen i ytjämnhet efter 10 års användning mindre än 0,02 μm, medan gjutjärn behöver slipas och repareras varje år, med ett kumulativt fel på ±20 μm.
Iv. Industriell evidens: Det bästa exemplet på låg densitet ≠ låg prestanda
Utrustning för halvledartestning
Jämförelsedata för en viss waferinspektionsplattform:
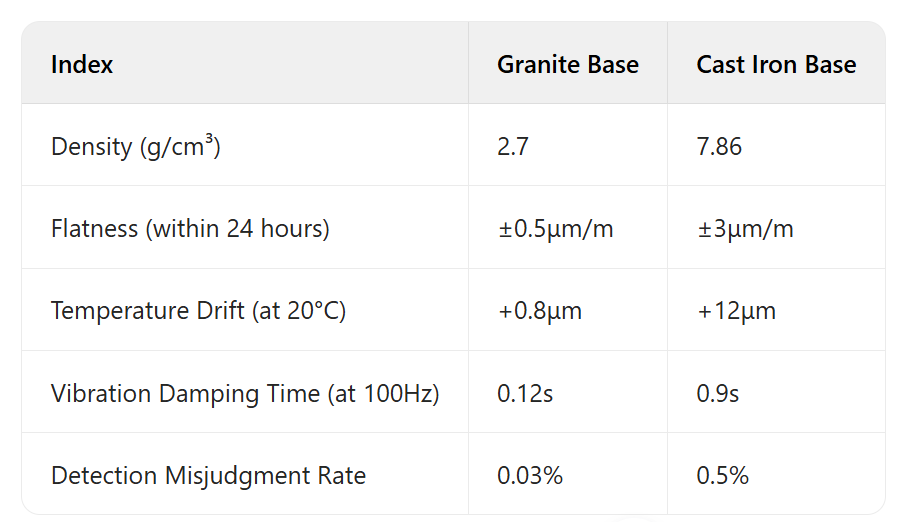
2. Precisionsoptiska instrument
Fästet för infraröddetektorn på NASAs James Webb-teleskop är tillverkat av granit. Det är just genom att dra nytta av dess låga densitet (vilket minskar satellitnyttolasten) och låga värmeutvidgning (stabil vid ultralåga temperaturer på -270 ℃) som optisk justeringsnoggrannhet på nanonivå säkerställs, samtidigt som risken för att gjutjärn blir sprött vid låga temperaturer elimineras.
Slutsats: Innovation inom materialvetenskap som strider mot sunt förnuft
Precisionsfördelen med granitbaser ligger i huvudsak i den materiallogiska segern "strukturell enhetlighet > densitet, termisk chockstabilitet > enkel styvhet". Dess låga densitet har inte bara inte blivit en svag punkt, utan den har också uppnått ett språng i precision genom åtgärder som att minska tröghet, optimera termisk kontroll och anpassa sig till ultraprecisionsbearbetning. Detta fenomen avslöjar kärnlagen för precisionstillverkning: materialegenskaper är en omfattande balans av flerdimensionella parametrar snarare än en enkel ackumulering av enskilda indikatorer. Med utvecklingen av nanoteknik och grön tillverkning omdefinierar granitmaterial med låg densitet och hög prestanda den industriella uppfattningen om "tung" och "lätt", "stel" och "flexibel", vilket öppnar nya vägar för avancerad tillverkning.

Publiceringstid: 19 maj 2025